Post by Candyman on Mar 13, 2008 0:46:58 GMT -8
Chrysler PT Cruiser Production
Chrysler PT Cruisers were built at the Toluca, Mexico plant which used to make some of the Shadow ES/Dusters and Neons, and also made the Chrysler Sebring Convertible and Dodge Stratus.
Chrysler kept total Chrysler PT Cruiser startup costs below $600 million, including design, development, re-tooling, training, facility improvements, increased automation and pre-production trials.
Toluca was able to produce a total of 40 vehicles per hour. At full production, and had the capacity to produce about 180,000 Chrysler PT Cruisers annually. Approximately 3,400 team members operated on two shifts at the Toluca plant.
Toluca produced both right and left-hand drive 2.0 liter and 2.4 liter versions for the world market. This was the first right-hand drive vehicle produced in the Toluca plant. In order to reduce the complexity of adding a right-hand drive version, the vehicle was designed to maximize side-to-side symmetry.
Additional right-hand drive assembly and testing capabilities were added throughout the plant, including: on-line electrical system testers, radiator and hose installation processes, chassis dynamometers, wheel alignment equipment, seat installation and tool duplication for all operations that vary between the two configurations.
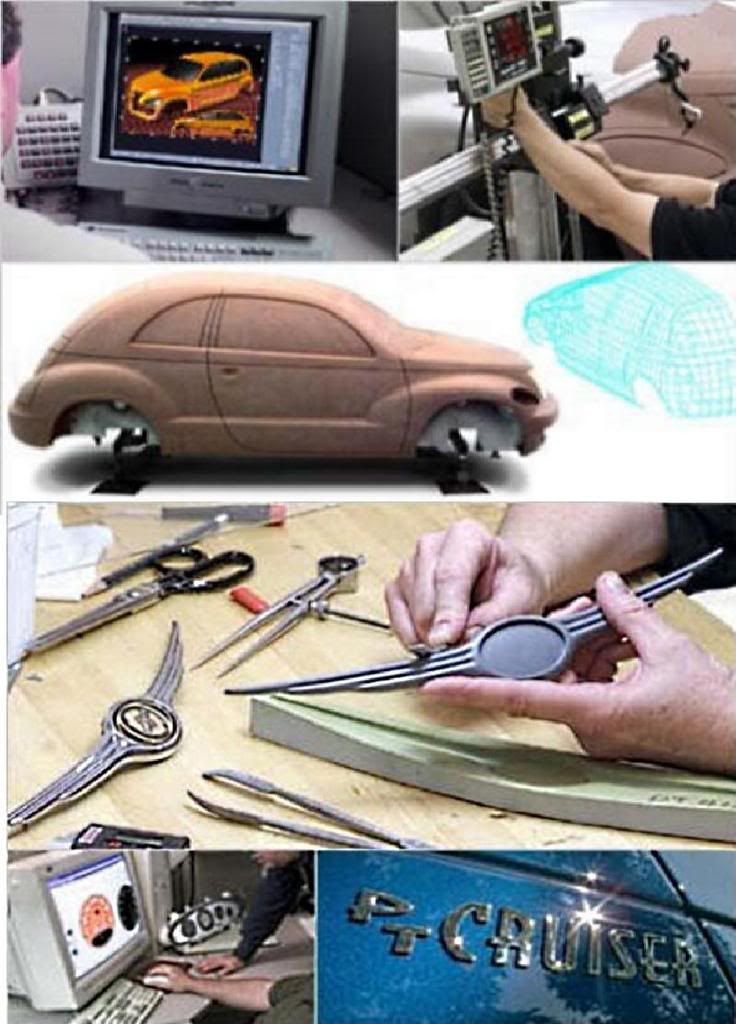
With the challenge of launching an all-new product with such innovative design and complex engineering, team member training was extensive. Production teams from the plant were integrated early in the design engineering verification process. The same teams were trained with the first pilot vehicles developed at the DaimlerChrysler Tech Center (DCTC) Pilot Plant in Auburn Hills, Michigan, in a "train the trainer'' process. Core production teams from Toluca, representing every workstation in the plant, rotated to Auburn Hills in six week intervals, over eight months. These core teams then cascaded the information back to the plant.
Ultimately one team member per workstation per shift was trained in Auburn Hills before the start of the pre-production vehicle build, representing about 25 percent of the total workforce at Toluca. Each trainer received nearly 500 hours of instruction, for a total of 120,000 hours, and was a crucial part of refining and evaluating production processes.
Following the pilot build in Auburn Hills, pre-production vehicles were built on the assembly line in Toluca during normal production. This helped to refine production processes on each station, and to ensure the repeatability and standardization necessary for world-class quality. Running pre-production vehicles in the plant also saved both time and money in product development.
Quality
Some of quality assurance processes include:
* Measuring dimensional accuracy of eight full bodies per day by determining millimeter variances in the x, y and z axis of 2,000 points on the body using 5,493 charts
* visual management through quality alert systems, which are designed to bring abnormal conditions to light immediately. The system provides visual and audible signals for each station for tooling, production, maintenance and material flow
* the addition of 55 robots in the dimensional and integrity welding areas, including two framing stations
* daily weld and sealing audits, performed by ultrasonic weld detection
* daily body, paint and assembly audits for internal and exterior evaluation
* 100% Electrical and mechanical systems audits
* 100% water tests
* daily customer satisfaction audit (CSA)
* 100% road test evaluation on the Toluca proving grounds.
Chrysler Operating Principles give employees at the plant the big picture, at the same time providing standardized methods and repeatable processes. The end result can be tracked and improved by focusing on Safety, Quality, Delivery, Cost and Morale (S,Q,D,C,M), internal gauges that each team member contributes to. Because continuous improvement is one of the core beliefs, the process never stops.
Toluca has embraced the Operating Principles, evidenced in its well- organized workstations, standardized processes, ability to use visual management, efficient material handling, balance of high tech and manual processes and its commitment to training.
The Supply Chain
PT Cruiser suppliers were integrated in the cross functional teams early in the development process. They participated in the pilot builds at DaimlerChrysler Technical Center, as well as the pre-production vehicles in Toluca, to ensure the same high standards are met throughout the supply chain.
The Toluca plant has many of its parts and modules delivered SPD (Sequential Parts Delivery) and just-in-time to the plant. This allows the plant to maintain about a day and a half of inventory, keeping the operation lean and efficient. Several suppliers located operations near Toluca in order to better serve the plant. Depending on the type and amount of components they supply, they either deliver to one of two nearby sequencing centers or directly to the plant.
Stamping On Site
Toluca Assembly includes a satellite stamping plant on site to help reduce logistics and production costs. With the Chrysler PT Cruiser, Toluca is also using DaimlerChrysler's first compression seam (mash) welding. This enables team members to weld different thickness of steel together and results in better structural rigidity with fewer parts, which, in turn, leads to better dimensional integrity and quality.
Chrysler PT Cruisers were built at the Toluca, Mexico plant which used to make some of the Shadow ES/Dusters and Neons, and also made the Chrysler Sebring Convertible and Dodge Stratus.
Chrysler kept total Chrysler PT Cruiser startup costs below $600 million, including design, development, re-tooling, training, facility improvements, increased automation and pre-production trials.
Toluca was able to produce a total of 40 vehicles per hour. At full production, and had the capacity to produce about 180,000 Chrysler PT Cruisers annually. Approximately 3,400 team members operated on two shifts at the Toluca plant.
Toluca produced both right and left-hand drive 2.0 liter and 2.4 liter versions for the world market. This was the first right-hand drive vehicle produced in the Toluca plant. In order to reduce the complexity of adding a right-hand drive version, the vehicle was designed to maximize side-to-side symmetry.
Additional right-hand drive assembly and testing capabilities were added throughout the plant, including: on-line electrical system testers, radiator and hose installation processes, chassis dynamometers, wheel alignment equipment, seat installation and tool duplication for all operations that vary between the two configurations.
With the challenge of launching an all-new product with such innovative design and complex engineering, team member training was extensive. Production teams from the plant were integrated early in the design engineering verification process. The same teams were trained with the first pilot vehicles developed at the DaimlerChrysler Tech Center (DCTC) Pilot Plant in Auburn Hills, Michigan, in a "train the trainer'' process. Core production teams from Toluca, representing every workstation in the plant, rotated to Auburn Hills in six week intervals, over eight months. These core teams then cascaded the information back to the plant.
Ultimately one team member per workstation per shift was trained in Auburn Hills before the start of the pre-production vehicle build, representing about 25 percent of the total workforce at Toluca. Each trainer received nearly 500 hours of instruction, for a total of 120,000 hours, and was a crucial part of refining and evaluating production processes.
Following the pilot build in Auburn Hills, pre-production vehicles were built on the assembly line in Toluca during normal production. This helped to refine production processes on each station, and to ensure the repeatability and standardization necessary for world-class quality. Running pre-production vehicles in the plant also saved both time and money in product development.
Quality
Some of quality assurance processes include:
* Measuring dimensional accuracy of eight full bodies per day by determining millimeter variances in the x, y and z axis of 2,000 points on the body using 5,493 charts
* visual management through quality alert systems, which are designed to bring abnormal conditions to light immediately. The system provides visual and audible signals for each station for tooling, production, maintenance and material flow
* the addition of 55 robots in the dimensional and integrity welding areas, including two framing stations
* daily weld and sealing audits, performed by ultrasonic weld detection
* daily body, paint and assembly audits for internal and exterior evaluation
* 100% Electrical and mechanical systems audits
* 100% water tests
* daily customer satisfaction audit (CSA)
* 100% road test evaluation on the Toluca proving grounds.
Chrysler Operating Principles give employees at the plant the big picture, at the same time providing standardized methods and repeatable processes. The end result can be tracked and improved by focusing on Safety, Quality, Delivery, Cost and Morale (S,Q,D,C,M), internal gauges that each team member contributes to. Because continuous improvement is one of the core beliefs, the process never stops.
Toluca has embraced the Operating Principles, evidenced in its well- organized workstations, standardized processes, ability to use visual management, efficient material handling, balance of high tech and manual processes and its commitment to training.
The Supply Chain
PT Cruiser suppliers were integrated in the cross functional teams early in the development process. They participated in the pilot builds at DaimlerChrysler Technical Center, as well as the pre-production vehicles in Toluca, to ensure the same high standards are met throughout the supply chain.
The Toluca plant has many of its parts and modules delivered SPD (Sequential Parts Delivery) and just-in-time to the plant. This allows the plant to maintain about a day and a half of inventory, keeping the operation lean and efficient. Several suppliers located operations near Toluca in order to better serve the plant. Depending on the type and amount of components they supply, they either deliver to one of two nearby sequencing centers or directly to the plant.
Stamping On Site
Toluca Assembly includes a satellite stamping plant on site to help reduce logistics and production costs. With the Chrysler PT Cruiser, Toluca is also using DaimlerChrysler's first compression seam (mash) welding. This enables team members to weld different thickness of steel together and results in better structural rigidity with fewer parts, which, in turn, leads to better dimensional integrity and quality.